

Pneumatic conveying systems are widely used for transporting powders and granular materials in industries such as food processing, chemicals, pharmaceuticals, plastics, and building materials. While the system may appear simple from the outside, its performance, reliability, and efficiency depend heavily on the proper selection and coordination of several critical components.
Understanding these key components helps manufacturers design safer, cleaner, and more efficient bulk material handling solutions.
1. Air Source Unit
The air source provides the driving force required to move materials through the pipeline. Depending on the conveying method, this may include: Blowers,roots fans,air compressors,vacuum pumps.
In positive pressure systems, compressed air pushes material through the pipeline. In negative pressure systems, vacuum is used to draw materials into the line.
The stability of the air source directly influences conveying capacity, energy consumption, and system reliability. Selecting the correct airflow and pressure range is essential to maintaining consistent material movement.
2. Feeding Device
The feeding unit regulates how material enters the conveying pipeline. It plays a vital role in maintaining proper air-to-material ratio and preventing system blockage.
Common feeding solutions include:rotary valves,screw feeders,venturi feeders,bulk bag unloading interfaces.
A well-designed feeding device ensures smooth, continuous material flow while minimizing dust leakage and pressure fluctuations.
3. Conveying Pipeline
The pipeline forms the transport channel between the material source and the destination. Although it may seem straightforward, pipeline layout significantly impacts system efficiency.
Key considerations include:pipe diameter,bends and elbows,vertical lift distance,total conveying length.
Poor pipeline design can increase wear, cause material degradation, or lead to pressure loss. Optimized routing improves energy efficiency and reduces maintenance frequency.
4. Gas-Solid Separation Unit
At the end of the conveying line, material must be separated from the airflow. This is achieved using:cyclone separators,filter receivers,dust collectors.
Efficient gas-solid separation ensures that material is properly discharged while the air is filtered before being released or recirculated. This component plays a major role in maintaining environmental compliance and workshop cleanliness.
5. Dust Collection and Filtration System
Dust control is a critical factor in modern industrial production. High-efficiency filtration systems prevent airborne particles from contaminating the workspace and protect equipment from buildup.
A properly integrated dust removal unit helps:maintain clean production environments,improve operator safety,reduce product loss,meet environmental standards.
In many industries, dust management is not optional but a regulatory requirement.
6. Control System
Automation enhances the performance and stability of a pneumatic conveying system. Modern systems often include:PLC control panels,sensors for pressure and flow monitoring,level detection devices,alarm and safety interlocks.
A well-configured control system ensures coordinated operation between air supply, feeding devices, and discharge units. It also allows real-time monitoring and reduces manual intervention.
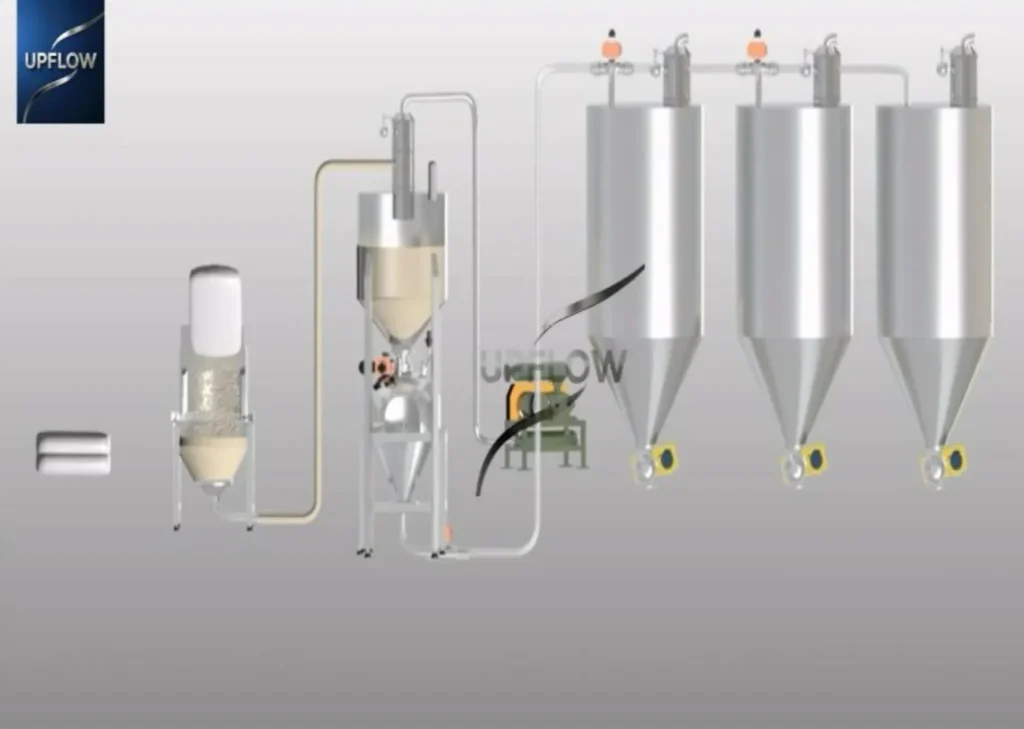
7. Discharge and Storage Equipment
After separation, materials are typically transferred to:storage silos,hoppers,mixers,packaging lines.
The integration between the conveying system and downstream equipment determines overall production efficiency. Proper discharge design prevents material accumulation and ensures stable process continuity.
Why Component Coordination Matters
A pneumatic conveying system is not simply a collection of equipment. It is an integrated solution where airflow, material characteristics, and process requirements must work together.
Material properties such as particle size, bulk density, moisture content, and abrasiveness influence the selection of every major component. For example, fragile materials may require low-velocity dense phase conveying to reduce degradation, while free-flowing powders may be suited for dilute phase transport.
Successful system design requires balancing:energy efficiency,equipment durability,environmental control,production capacity,operational safety.
Final Thoughts
The long-term performance of a pneumatic conveying system depends on the careful selection and coordination of its key components. From air source units and feeders to separation and control systems, each element plays a critical role in ensuring efficient and reliable bulk material handling.
When properly engineered, a pneumatic conveying system delivers clean, flexible, and automated transportation of powders and granular materials—supporting modern industrial production with improved efficiency and environmental performance.
To better understand how these components work together in real production environments, you may also explore our article on Typical Applications of Pneumatic Conveying Systems in Industry where we discuss how pneumatic systems are applied across food processing, chemical plants, and advanced material industries.
If you are looking for a complete engineering solution, you can also learn more about our Pneumatic Conveying System Solutions designed for various industrial powder handling applications.
Looking for a reliable pneumatic conveying system manufacturer? Contact us today for a free consultation and quotation.