
Introduction: Clean and Controlled Material Handling Solution
A negative pressure pneumatic conveying system is widely used in modern industries where clean, enclosed, and efficient material transport is required, particularly in environments that demand strict hygiene and dust control. By using vacuum pressure to draw materials through pipelines, this type of pneumatic conveyor ensures that powders and granules are transferred without exposure to the surrounding environment, significantly improving both safety and product quality.
As industrial processes become more automated, integrating a reliable feeding system with low-pressure conveying technology has become essential for maintaining stable production while reducing manual handling and material loss.
Working Principle of Negative Pressure Conveying Systems
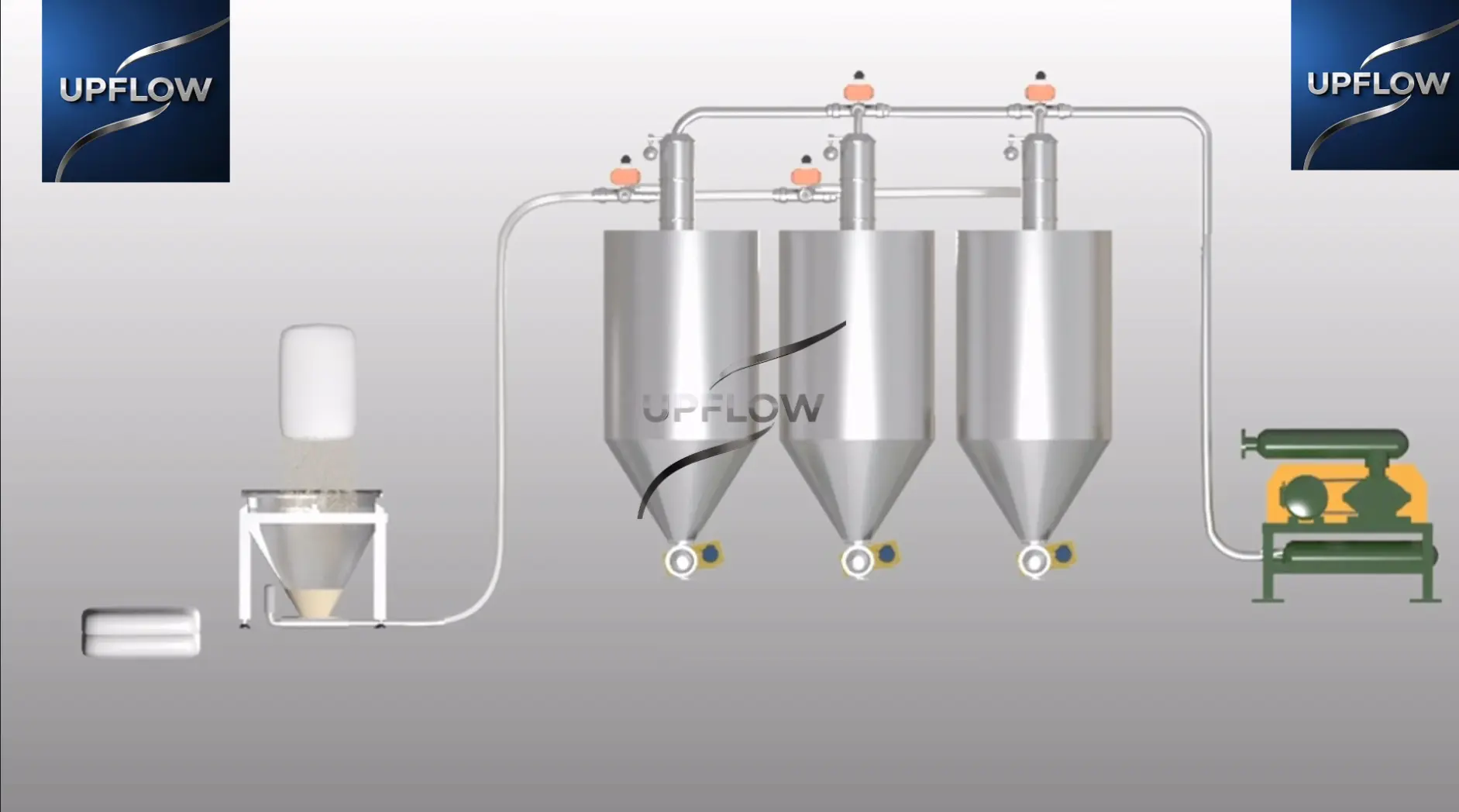
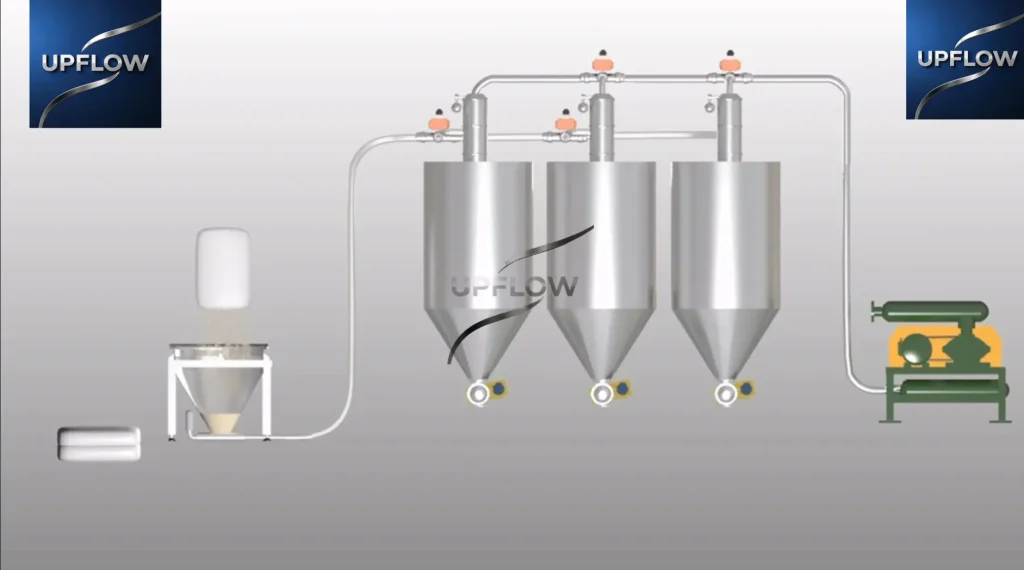
A negative pressure pneumatic conveying system operates by creating a vacuum inside the conveying pipeline, which pulls materials from the feeding point to the receiving unit in a controlled and continuous manner. Unlike systems that rely on pushing materials, this low-pressure conveying method ensures that any leakage flows inward rather than outward, preventing dust from escaping into the workplace and maintaining a cleaner environment.
The system typically includes a vacuum pump, filtration units, pipelines, and receiving hoppers, all working together as an integrated pneumatic conveyor solution designed for stable and efficient material transport.
Material Characteristics and Handling Requirements
When designing a negative pressure pneumatic conveying system, understanding material properties is critical, as powders and granules behave differently under vacuum conditions and require appropriate system configuration. Common materials include flour, sugar, milk powder, pharmaceutical powders, plastic pellets, and fine chemical additives, many of which are lightweight, free-flowing, and sensitive to contamination.
Fine powders such as starch or pharmaceutical ingredients tend to generate dust easily and benefit from enclosed feeding systems that prevent dispersion, while granular materials such as plastic pellets can be conveyed efficiently but may require airflow control to avoid excessive velocity or segregation. Additionally, materials with moisture sensitivity or electrostatic behavior must be handled carefully within a low-pressure conveying environment to ensure consistent performance.
Advantages of Negative Pressure Pneumatic Conveying Systems
One of the key advantages of a negative pressure pneumatic conveying system is its ability to provide fully enclosed and dust-free operation, which is essential for industries with strict hygiene or environmental requirements. Because the system operates under vacuum, it minimizes the risk of material leakage and ensures that powders remain contained within the pipeline throughout the conveying process.
Another important benefit is gentle material handling, as the relatively low conveying pressure reduces the risk of particle breakage or degradation, making this type of pneumatic conveyor ideal for fragile or high-value materials. In addition, flexible system design allows multiple pickup points and complex pipeline layouts, supporting efficient material transfer across different production areas.
Limitations and Design Considerations
Despite its advantages, a negative pressure pneumatic conveying system also has certain limitations that must be considered during system design and operation. For example, heavy or dense materials may be more difficult to transport efficiently under vacuum conditions, as suction power decreases with increasing conveying distance and material weight.
In addition, maintaining system performance requires regular maintenance of filters and vacuum components, as dust accumulation can affect airflow and reduce efficiency over time. Proper system design, including optimized pipeline layout and airflow control, is essential for overcoming these challenges and ensuring reliable operation.
Applications Across Industries and Materials
A negative pressure pneumatic conveying system is widely used across various industries due to its versatility and clean operation, making it suitable for handling a broad range of materials. In the food industry, it is commonly used to transport flour, sugar, spices, coffee beans, and powdered ingredients within hygienic feeding systems, while in pharmaceutical production it is used to convey APIs and excipients under contamination-free conditions.
In the chemical industry, the system handles fine powders such as pigments, catalysts, and resins, while in the plastics industry it is used for conveying plastic pellets and powders in controlled environments. These diverse applications demonstrate the flexibility and reliability of low-pressure conveying solutions in modern industrial production.
How to Choose the Right Negative Pressure System
Selecting the appropriate negative pressure pneumatic conveying system requires careful evaluation of factors such as material properties, conveying distance, system capacity, and plant layout. Materials with low bulk density and good flowability are generally well-suited for vacuum conveying, while heavier materials may require alternative solutions or system optimization.
By working with experienced suppliers, manufacturers can design customized pneumatic conveyor systems that meet specific production requirements while ensuring efficiency, reliability, and long-term performance.
Conclusion: A Reliable Choice for Clean and Safe Conveying
A well-designed negative pressure pneumatic conveying system provides an efficient, clean, and safe solution for handling powders and granules in industries that require high standards of hygiene and environmental control. While it may not be suitable for all materials, its advantages in dust containment, gentle handling, and flexible installation make it a preferred choice for many industrial applications.
By understanding its advantages, limitations, and applications, companies can select the most suitable conveying solution to optimize their production processes and improve overall operational efficiency.